Views: 0 Author: Site Editor Publish Time: 2026-06-15 Origin: Site









Engineers face a persistent tension on the manufacturing floor: achieving the exceptional mechanical properties of a forged component while maintaining the geometric flexibility of a cast part. Traditional forging delivers massive strength and structural integrity. However, it struggles heavily with complex geometries. This limitation forces extensive secondary machining, generates significant material waste, and extends production lead times. When a component requires both high strength and intricate design, conventional methods force a hard compromise.
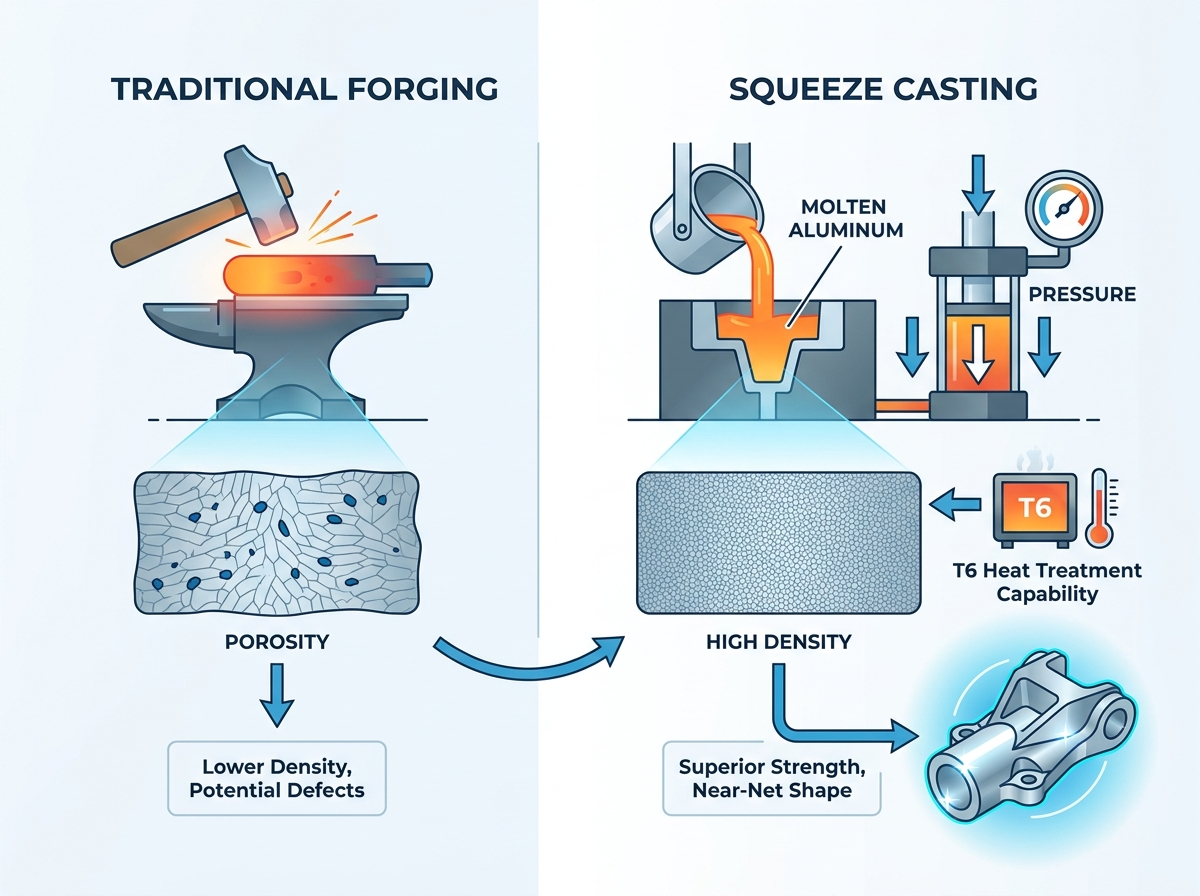
Squeeze Casting acts as a direct hybrid solution. It merges the high-integrity metallurgy of forging with the design freedom of die casting. Often called liquid metal forging, this process bridges the manufacturing gap. You get near-net shape capabilities alongside mechanical integrity that rivals traditional forging. By applying sustained high pressure during solidification, this method eliminates common casting defects. We will break down how this process works on the shop floor and why it replaces forged parts in high-stress applications.
Squeeze casting eliminates gas and shrinkage porosity through high-pressure solidification, achieving mechanical properties comparable to forged components.
The process significantly reduces secondary machining operations by producing near-net shape parts with complex geometries that are impossible to forge.
Components produced via squeeze casting are fully compatible with advanced thermal processing, making them ideal for high-stress applications.
While initial tooling costs may be higher than gravity casting, the total cost per part decreases at scale due to reduced material waste and lower machining requirements.
High-stress components demand strict adherence to specific performance criteria. Parts like automotive steering knuckles or aerospace brackets require high yield strength, superior fatigue resistance, excellent ductility, and tight dimensional tolerances. Traditional forging meets these requirements through solid-state deformation. A massive press forces heated, solid metal into a die. This aligns the grain structure but severely limits shape complexity. You cannot forge deep internal cavities or thin, intricate webbing. Squeeze casting utilizes pressurized liquid-state solidification to achieve similar mechanical goals while allowing for intricate part designs.
The mechanics of squeeze casting differ fundamentally from conventional methods. We generally classify the process into two main types on the production floor.
Direct Squeeze Casting: Liquid metal is poured into the lower half of a heated die. The press ram then closes the die, applying pressure directly to the entire surface of the liquid metal as it solidifies. This functions similarly to closed-die forging but starts with molten material.
Indirect Squeeze Casting: Metal is injected into the die cavity via a gating system under high pressure. This resembles high-pressure die casting (HPDC). However, indirect squeeze casting utilizes a much slower, laminar fill velocity. The slow fill prevents air entrapment, and massive pressure is applied during the final solidification phase.
The distinct advantage of this liquid forging lies in its microstructural formation. Applying sustained high pressure (often between 50 and 150 MPa) during the cooling phase alters the solidification dynamics. It prevents the dendritic growth patterns typical in conventional die casting. The pressure forces the metal into every crevice of the die and feeds shrinkage as the metal transitions from liquid to solid. This results in a dense, uniform structure capable of withstanding extreme operational loads.
Process Characteristic | Traditional Forging | Squeeze Casting |
|---|---|---|
Starting State | Solid (Heated Billet) | Liquid (Molten Metal) |
Geometric Complexity | Low to Medium | High (Near-Net Shape) |
Porosity Level | Zero | Zero |
Secondary Machining | Extensive | Minimal |
Grain Structure | Directional | Isotropic (Equiaxed) |
One of the most significant advantages of squeeze casting is its ability to accommodate geometric complexity. The process easily forms undercuts, thin walls, and complex internal cavities. Traditional forging cannot achieve these intricate features without extensive CNC machining. If you forge a solid block, you must mill away the excess material to create the final shape. This adds massive time and labor to production.
Precise dimensional control is another critical benefit. The process achieves tight tolerances and clean surface finishes directly from the mold. We routinely see parts come out of the die requiring only minor facing or drilling operations. This capability consistently outperforms the raw dimensional limits of traditional forging.
Material yield improves drastically with near-net shape production. The buy-to-fly ratio measures the weight of the raw material purchased versus the weight of the final finished part. Forging blanks often have a terrible buy-to-fly ratio, sometimes 5:1 or worse. Squeeze cast parts often achieve ratios closer to 1.2:1. By eliminating secondary and tertiary machining steps, manufacturers experience a substantial cycle time reduction. You move parts from the foundry to assembly much faster.
The solidification dynamics of squeeze casting ensure exceptional internal soundness. Pressure-assisted solidification minimizes both gas porosity and shrinkage cavities. These are common failure points in standard gravity or high-pressure die castings. The continuous pressure feeds molten metal into shrinking areas as the part cools. It literally squeezes the voids out of existence.
When comparing grain structure, forging relies on directional grain flow. This provides strength primarily along specific axes. If a load hits the forged part against the grain, it can fail prematurely. Squeeze casting produces a fine, isotropic, equiaxed grain structure. The rapid cooling under pressure creates small, uniform grains. This uniform microstructure provides consistent strength across all directions.
This fine microstructure translates directly to superior fatigue resistance. Field data shows that the isotropic nature of squeeze cast parts provides excellent toughness and fatigue life in cyclic load applications. Components resist crack propagation effectively. We use this process for suspension control arms specifically because they must survive millions of vibration cycles without failing.
Conventional high-pressure die casting faces a massive heat treatment barrier. HPDC injects metal at high speeds, trapping air and die lubricant inside the metal. If you put a standard HPDC part into a heat treatment furnace, those entrapped gases expand. The part will blister, distort, or literally explode. This limitation prevents standard die cast parts from reaching their full strength potential.
The zero-porosity nature of the squeeze casting process allows for full solution heat treatment and artificial aging. Utilizing T6 heat treatment squeeze casting services maximizes yield and ultimate tensile strength. The absence of internal voids ensures the component remains dimensionally stable during high-temperature processing. We heat the parts to dissolve alloying elements, quench them rapidly, and then artificially age them to precipitate strengthening phases.
Achieving performance parity with forged equivalents becomes possible through this thermal processing compatibility. T6-treated squeeze cast parts exhibit mechanical properties that closely rival forged components. Engineers gain a viable alternative for high-stress applications without sacrificing design flexibility.
Squeeze casting offers broader alloy selection compared to the limited forgeable alloys available. Forging requires materials with high ductility at elevated temperatures. Squeeze casting accommodates a wide range of castable metals. This includes both ferrous and non-ferrous options like aluminum, magnesium, and copper alloys. You can select materials based on specific performance requirements rather than manufacturing constraints.
Specific Aluminum Squeeze Casting Capability focuses on alloys such as A356, A380, and 6061 equivalents. These materials perform exceptionally well under sustained pressure. The process enhances the mechanical properties of these aluminum alloys significantly. A356, for example, achieves remarkable elongation and yield strength when squeeze cast and T6 treated.
High-pressure squeeze casting also facilitates the manufacturing of Metal Matrix Composites (MMCs). The pressure enhances the infiltration and wettability of reinforcement fibers or particles within the metal matrix. You can inject molten aluminum into a preform of ceramic fibers. The pressure forces the metal into the microscopic spaces between the fibers. Furthermore, aluminum squeeze casting plays a crucial role in weight reduction initiatives. It replaces heavier forged steel components in automotive and aerospace applications to improve fuel efficiency.
Analyzing tooling amortization is essential when comparing these processes. Upfront die and equipment costs for squeeze casting can be higher than standard gravity casting. The dies must withstand massive pressures and thermal shocks. They require premium H13 tool steel and complex thermal management channels. However, when compared to the combined costs of forging dies and the necessary secondary machining fixtures, the investment balances out favorably for complex parts.
For volume manufacturing, utilizing specialized High density squeeze casting services provides excellent scalability. Automated production runs of 10,000 units or more benefit greatly from the streamlined process. A single automated cell can pour, press, extract, and quench parts continuously. This contrasts sharply with the labor-intensive nature of multi-step forging. Forging often requires heating billets, multiple progressive die strikes, trimming, and extensive CNC machining.
Evaluating the overall economic impact requires looking beyond initial tooling. Raw material savings play a massive role. You buy less metal because you machine less away. Reduced machining time frees up CNC capacity for other projects. Extended tool life for finishing operations saves money on carbide inserts. Lower energy consumption per finished part contributes to a highly competitive production model at scale.
Manufacturers must address tooling wear and thermal fatigue directly. The reality of die life degradation due to high pressure and thermal shock requires proactive mitigation strategies. The molten metal hits the die, causing rapid expansion. The part is extracted, and die spray cools the surface, causing rapid contraction. This thermal cycling leads to heat checking and cracking. Implementing advanced die coatings and robust thermal management systems helps extend tool life. We use conformal cooling channels to manage die temperatures precisely.
Design limitations exist and must be acknowledged. Engineers face constraints such as managing section thickness variations. You cannot have massive thick sections immediately adjacent to paper-thin walls without risking shrinkage defects, even under pressure. Incorporating specific draft angles is also necessary to eject the part from the die. These requirements differ from standard high-pressure die casting and necessitate careful part design optimization.
Strict quality control requirements are non-negotiable on the foundry floor. Maintaining consistent mechanical properties demands rigorous process controls. Monitoring melt temperature, pressure timing, and die lubrication ensures every component meets the required specifications. If the pressure is applied a fraction of a second too late, the metal begins to solidify without compression, leading to porosity. We utilize automated sensors and real-time monitoring to guarantee process stability.
A complexity versus load matrix helps engineers make informed decisions. High geometric complexity combined with medium to high load requirements strongly favors squeeze casting. If you need a part with internal webbing, mounting bosses, and high fatigue strength, liquid forging is the answer. Conversely, low complexity parts facing extreme directional loads may still be best suited for traditional forging. A simple straight tie rod end might remain a forged component.
Weight-to-strength requirements provide another critical guideline. When lightweighting is a primary project directive, the ability to use high-strength aluminum alloys in complex, weight-optimized shapes makes squeeze casting highly attractive. It allows for material reduction where stress is low. You can design pockets and ribs into the casting. Forging cannot easily accommodate these weight-saving features without expensive machining.
Supply chain consolidation offers significant logistical benefits. Moving to a near-net shape process simplifies vendor management. It reduces the need to coordinate between separate casting, forging, and machining partners. You receive a part that is nearly ready for assembly directly from the foundry. This streamlines procurement, reduces shipping costs between facilities, and shortens overall lead times.
Audit your current inventory of forged components to identify parts requiring extensive secondary CNC machining.
Calculate the buy-to-fly ratio of your heaviest forged parts to determine potential raw material savings.
Redesign one high-stress, complex component specifically for liquid forging to eliminate unnecessary weight.
Partner with a specialized foundry to run a prototype batch and validate the mechanical properties through destructive testing.
A: T6-treated squeeze cast parts approach 90-95% of the yield strength of forged equivalents, depending on the specific alloy used. The high-pressure solidification eliminates porosity, allowing the material to reach near-forged mechanical properties while maintaining an isotropic grain structure.
A: Yes, squeeze cast parts are highly weldable. Unlike conventional die casting, which often contains entrapped gas that causes defects during welding, the zero-porosity nature of squeeze casting ensures clean, strong welds without blistering.
A: Tooling costs are higher because the dies must be constructed from robust, premium materials to withstand the high sustained pressures and severe thermal stresses inherent in the process. Advanced coatings and thermal management systems also add to the initial investment.
A: Industries requiring lightweight, high-strength parts benefit the most. This includes automotive manufacturing for suspension components, aerospace for structural brackets, and defense applications where reliability under stress is critical.
A: No, while aluminum and magnesium are the most common due to lightweighting trends, the process is highly versatile. It can be adapted for copper alloys, certain ferrous alloys, and the production of metal matrix composites (MMCs).
A: The process eliminates porosity by applying high pressure during the liquid-to-solid phase transition. This sustained pressure feeds molten metal into shrinkage areas as the part cools and compresses any dissolved gases, preventing void formation.
A: Direct squeeze casting applies pressure directly to the metal in the mold cavity using a press ram, similar to forging. Indirect squeeze casting injects metal through a gating system under slow, controlled speed and high pressure, preventing air entrapment.



